


鋼邊箱的生產工藝介紹
發布時間:2023-09-05瀏覽次數:823
木箱板的生產:依據所需要的尺寸,將依次用推切鋸切成需要尺寸的木箱底板、木箱方柱(有刨花墩及夾板方柱之分,可根據客戶的需求)、木箱腳條、木箱前后板、木箱左右板、木箱蓋板。如果是裁切9mm以上的膠合板,膠合板邊緣的裁切面應呈45度的角度,這樣膠合板90度角度鋼帶才能更好銜接住兩塊膠合板。
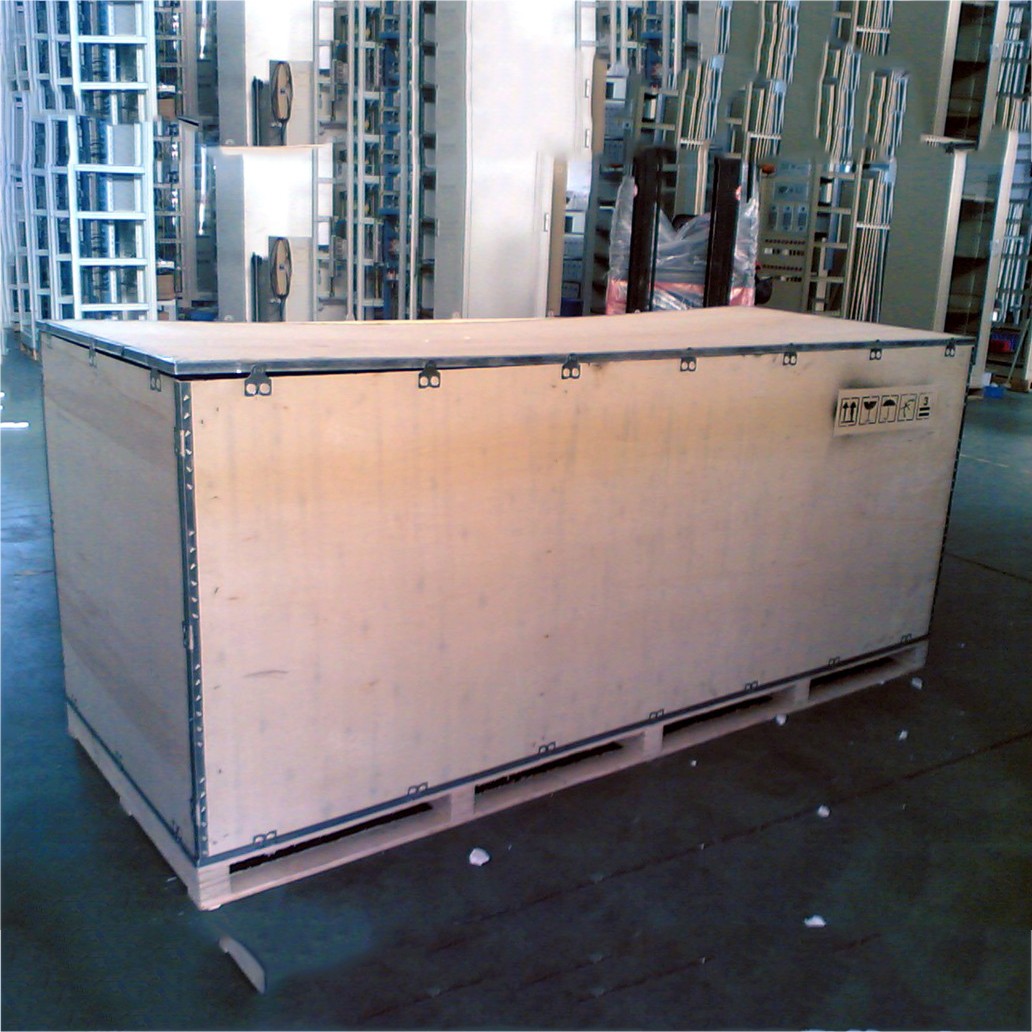
鋼帶的生產:購買一套專業生產木箱鋼帶的設備,可根據木箱的外邊尺寸,來生產出適合的鋼帶,具體可調節鋼帶的尺寸,鋼帶每個邊的扣舌孔數,根據木箱的大小生產出鋼帶邊的寬窄,一般展開寬度42.5毫米,用在長寬內高1.2米以上的木箱,展開寬度在36毫米,用在長寬內空1.2米以下的木箱。鋼帶上直接帶圓孔的鋼帶,不用扣舌,用在木箱上,不能進行拆卸。
鋼邊箱的組裝:先把鋼帶利用壓機把鋼帶壓在木箱托盤的底板上,然后把方柱及腳條利用鐵釘組合在底板上,做成托盤,然后把鋼帶及扣舌依次利用壓機壓合在四周的圍板及蓋板上,一般是送到現場后進行組合成木箱的形式。鋼帶上直接帶圓孔的鋼帶,不用扣舌,用在木箱上,不能進行拆卸。
上一篇:
明德機械告訴你鋼帶機的用途
下一篇:
木箱鋼帶機的性能優勢是什么?
